In footwear production, the most common vulcanization method is the use of an autoclave, which is essentially a large, industrial pressure oven. This process involves heating the assembled shoe components under high pressure to initiate a chemical reaction that permanently bonds the rubber parts to each other and to the shoe's upper.
The core principle is not just heating, but using a combination of heat and pressure to chemically transform raw rubber into a strong, unified, and elastic sole structure that is permanently fused to the shoe.

What is Vulcanization, and Why Does it Matter?
To appreciate why autoclaves are used, we first need to understand the fundamental process of vulcanization. It's a chemical transformation that gives rubber the properties we associate with footwear.
From Raw Material to Durable Rubber
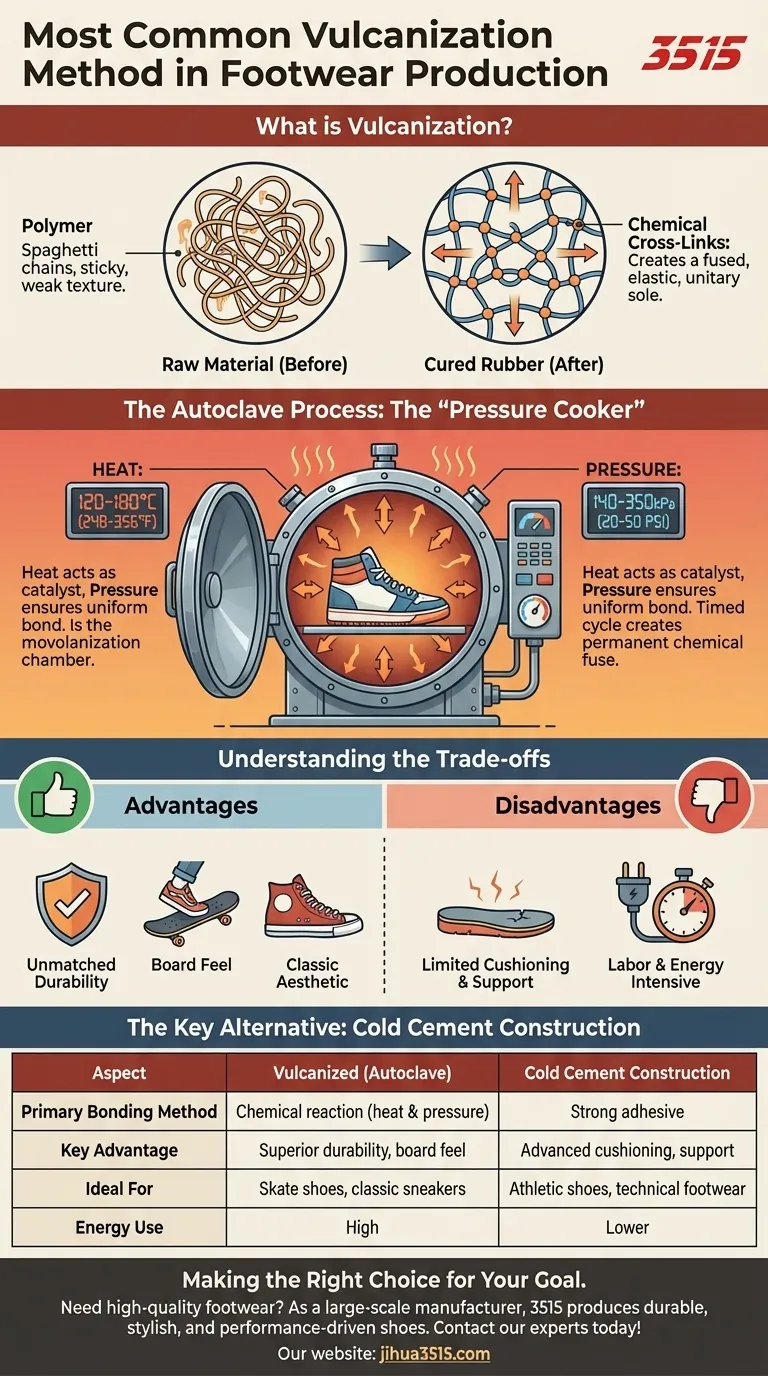
Natural rubber is inherently sticky, weak, and deforms easily with temperature changes. Vulcanization solves this by adding a curing agent (most commonly sulfur) and applying heat.
This process creates chemical cross-links between the long polymer chains within the rubber.
The Chemical Transformation
Imagine the polymer chains as loose strands of spaghetti. The cross-linking process is like adding connections that tie all the strands together into a single, resilient net.
This changes the rubber from a plastic material (one that deforms permanently) to an elastic material (one that returns to its original shape).
The Result: A Fused, Unitary Sole
In footwear, vulcanization doesn't just treat the outsole. It simultaneously fuses the rubber outsole, the sidewall tape (foxing), and the toe cap directly to the canvas or leather upper, creating a single, inseparable unit.
The Autoclave Process Explained
An autoclave provides the specific, controlled environment needed to execute this chemical reaction perfectly on an industrial scale.
A "Pressure Cooker" for Shoes
Think of an autoclave as a highly precise pressure cooker. Shoes are loaded inside, the chamber is sealed, and the environment is carefully controlled.
The key operating parameters are heat and pressure, typically in the range of 120-180°C (248-356°F) and 140-350kPa (20-50 PSI).
The Role of Heat and Pressure
Heat is the catalyst that initiates and accelerates the cross-linking reaction. At a temperature like 170°C, this reaction can begin in as little as 10 minutes.
Pressure is equally critical. It forces all rubber components tightly against each other and the upper, eliminating air pockets and ensuring a complete, uniform bond across every surface.
A Precisely Timed Cycle
The entire cycle is carefully timed. Insufficient time results in incomplete vulcanization and a weak bond. Too much time can over-cure the rubber, making it brittle and prone to cracking.
Understanding the Trade-offs
Vulcanized construction offers distinct advantages, but it also comes with limitations that make it unsuitable for certain types of footwear.
Advantage: Unmatched Durability and Board Feel
The primary benefit is durability. Because the sole is chemically fused to the upper, it is extremely resistant to delamination or separation.
This construction also results in a thin, flexible sole that provides excellent ground feedback, often called "board feel," which is highly valued in skateboarding.
Advantage: A Classic, Timeless Aesthetic
The process creates the iconic look of classic sneakers like Converse Chuck Taylors or Vans Authentics, characterized by the wrapped rubber foxing tape.
Disadvantage: Limited Cushioning and Support
The simple, heat-fused construction does not easily accommodate complex, multi-density foam midsoles (like EVA) used in modern athletic running shoes. This generally means less cushioning and arch support.
Disadvantage: More Labor and Energy Intensive
Vulcanized shoe construction often requires more manual labor, particularly for precisely wrapping the foxing tape. The process of heating a large autoclave is also very energy-intensive compared to other methods.
The Key Alternative: Cold Cement Construction
To fully understand vulcanization, it helps to compare it to its main alternative.
Vulcanized: A Heat-Forged Bond
As we've covered, this method uses a chemical reaction triggered by heat and pressure to "weld" the shoe components into one piece.
Cold Cement: An Adhesive-Based Assembly
In cold cement construction, the shoe upper and the pre-molded sole unit are manufactured separately and then joined together using a strong adhesive. This is the dominant method for modern running shoes, as it allows for complex sole units made from multiple materials like foam, plastic, and rubber.
Making the Right Choice for Your Goal
Understanding these two construction methods allows you to select footwear based on its intended performance and characteristics.
- If your primary focus is durability, board feel, and classic style: Vulcanized construction is the definitive choice for skate shoes and heritage sneakers.
- If your primary focus is advanced cushioning, arch support, or lightweight performance: Cold cement construction is better suited for athletic shoes, hikers, and technical footwear.
Ultimately, knowing how a shoe is made empowers you to look beyond the brand and understand the functional trade-offs inherent in its design.
Summary Table:
| Aspect | Vulcanized Construction (Autoclave) | Cold Cement Construction |
|---|---|---|
| Primary Bonding Method | Chemical reaction (heat & pressure) | Strong adhesive |
| Key Advantage | Superior durability, board feel | Advanced cushioning, support |
| Ideal For | Skate shoes, classic sneakers | Athletic shoes, technical footwear |
| Energy Use | High (energy-intensive) | Lower |
Need high-quality vulcanized or cold cement footwear? As a large-scale manufacturer, 3515 produces a comprehensive range of durable, stylish, and performance-driven shoes and boots for distributors, brand owners, and bulk clients. Let us help you select the perfect construction method for your market. Contact our experts today to discuss your production needs!
Visual Guide
Related Products
- Wholesale Durable Camo Canvas Shoes with High-Traction Rubber Soles
- Durable Rubber-Soled Utility Shoes for Wholesale & Custom Brand Manufacturing
- Durable Rubber Sole Outdoor Shoes Wholesale & Custom Manufacturing
- Premium Wholesale Waterproof Safety Boots High Performance Protection for Industrial Markets
- Premium Grain Leather Safety Boots for Bulk Supply
People Also Ask
- What are the properties of canvas as a shoe material? A Guide to Lightweight Comfort & Style
- What makes rubber sole shoes an economical and practical choice? Unmatched Durability & All-Weather Value
- Why is the selection of high-strength fabric materials necessary in the production of canvas shoes and training shoes?
- How do rubber soles affect a shoe's appearance? Defining Your Shoe's Style and Formality
- What are the drawbacks of rubber shoe soles? A Guide to Making the Right Choice








